This one was just a short block. .080-over 460 block, 4.200 stroked 460 crank, 240/Six rods, and custom Venolia pistons. John's finishing it up himself, and it'll power his Galaxie wagon.
 Stroked crank just off the grinder. 2.124" rod journals, offset ground to
4.2" stroke. Started out as a standard 3.85" 460 crank.
Stroked crank just off the grinder. 2.124" rod journals, offset ground to
4.2" stroke. Started out as a standard 3.85" 460 crank.
 The piston sitting sideways in the 525's 4.440" bore is a standard 4-inch
forging for a 351W stroker. That extra .440" bore looks more impressive this
way, doesn't it?
The piston sitting sideways in the 525's 4.440" bore is a standard 4-inch
forging for a 351W stroker. That extra .440" bore looks more impressive this
way, doesn't it?
 Cam plug and driver.
Cam plug and driver.
 Installing cam bearings. Each bearing is a different size, with the smallest
in front, largest in back. They have to be installed in the correct positions
and rotated to match the oil holes in the block.
Installing cam bearings. Each bearing is a different size, with the smallest
in front, largest in back. They have to be installed in the correct positions
and rotated to match the oil holes in the block.
 Gapping the rings. 4.440" moly rings are $150 a set! Each ring is file-fit
to match its cylinder.
Gapping the rings. 4.440" moly rings are $150 a set! Each ring is file-fit
to match its cylinder.
 Narrowed 240/Six connecting rod being heated so the piston can be hung.
Narrowed 240/Six connecting rod being heated so the piston can be hung.
 The front of the block had a crack in one of the timing cover bolt holes. I
ground the boss off, welded a block of mild steel on, and drilled and tapped a
new hole.
The front of the block had a crack in one of the timing cover bolt holes. I
ground the boss off, welded a block of mild steel on, and drilled and tapped a
new hole.
This picture came out really dark for some reason.
 The big oil hole connects to the crossover passage from the oil pump to the
main oil gallery. Oil comes in there. The little hole goes to the front cam
bearing, with a diagonal drilling to feed the distributor shaft bore.
The big oil hole connects to the crossover passage from the oil pump to the
main oil gallery. Oil comes in there. The little hole goes to the front cam
bearing, with a diagonal drilling to feed the distributor shaft bore.
 Here's how the cam/distributor oil hole gets fed by oil going around the
groove in the bearing... oops, it doesn't! The block was either not drilled
properly, or the replacement bearings had an incorrect groove. Paranoia is
your friend. Really.
Here's how the cam/distributor oil hole gets fed by oil going around the
groove in the bearing... oops, it doesn't! The block was either not drilled
properly, or the replacement bearings had an incorrect groove. Paranoia is
your friend. Really.
 A minute with the Dremel tool and the oil passage is opened up.
A minute with the Dremel tool and the oil passage is opened up.
 Pistons and rods hung, rings installed, all racked up and ready to go. Nifty
PVC stand came from a pawn shop in Memphis for $10!
Pistons and rods hung, rings installed, all racked up and ready to go. Nifty
PVC stand came from a pawn shop in Memphis for $10!
The pistons are ceramic coated on top and moly coated on the sides. Rods have
ARP bolts.
 Here we go, ready for assembly. Cleaned, threads chased, cam bearings
installed.
Here we go, ready for assembly. Cleaned, threads chased, cam bearings
installed.
 I just love it when a plan comes together...
I just love it when a plan comes together...
 Stretching the rod bolts to .0062" with the dial indicator.
Stretching the rod bolts to .0062" with the dial indicator.
 And we're done! The bore and stroke are impressive compared to the small
blocks I usually do...
And we're done! The bore and stroke are impressive compared to the small
blocks I usually do...
 First I built a subframe up on a cut-down pallet and sat the stretch-wrapped
engine down on that. Wires and chocking blocks were added to keep it in
place.
First I built a subframe up on a cut-down pallet and sat the stretch-wrapped
engine down on that. Wires and chocking blocks were added to keep it in
place.
 Then I built a 2x2 frame and added the cover panels, and painted it all
flourescent safety orange. It looked radioactive in the back of the truck at
the freight terminal, out in the sunlight. The freight clerk even commented
on how nice the crating job was.
Then I built a 2x2 frame and added the cover panels, and painted it all
flourescent safety orange. It looked radioactive in the back of the truck at
the freight terminal, out in the sunlight. The freight clerk even commented
on how nice the crating job was.
 Initial view of the crate as John saw it.
Initial view of the crate as John saw it.
 Apparent forklift puncture?
Apparent forklift puncture?
 Opposite side of crate missing - block pushed thru by fork? The slimeballs
tried to claim the short block was "improperly crated." New Detroit short
blocks are just strapped to a pallet with a few laths stapled together as a
sort of mesh cover; my crate was a hell of a lot better than that.
Opposite side of crate missing - block pushed thru by fork? The slimeballs
tried to claim the short block was "improperly crated." New Detroit short
blocks are just strapped to a pallet with a few laths stapled together as a
sort of mesh cover; my crate was a hell of a lot better than that.

One deck, in plastic

Other deck, in plastic
 Bore damage.
Bore damage.
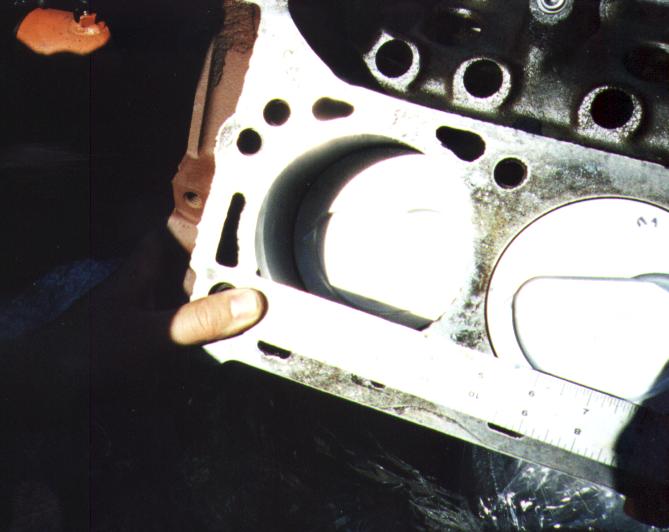
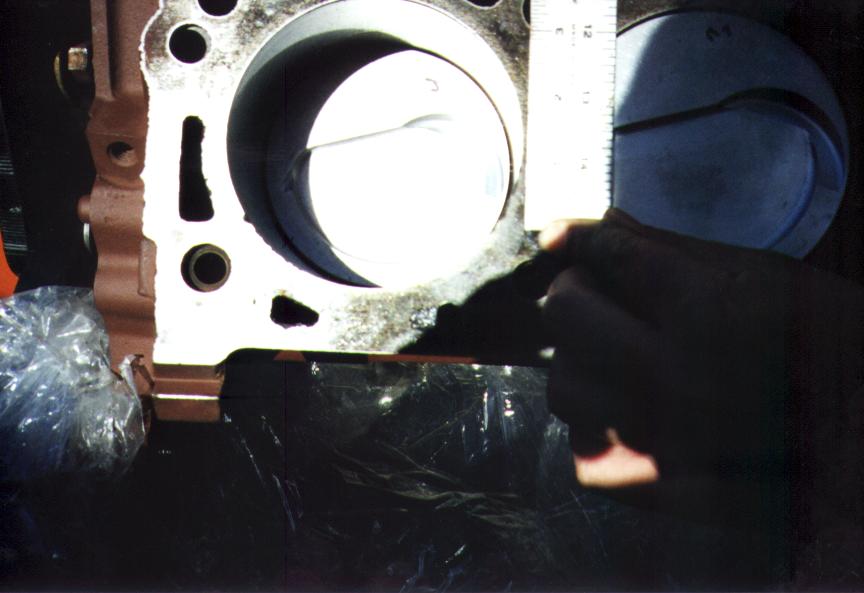 One of the forks dinged this bore fairly deeply.
One of the forks dinged this bore fairly deeply.
 I had a car in the shop that couldn't be moved, so I disassembled John's new
crate in the back of my truck. As soon as I got the lid off I was confronted
by a mass of rust. John, being from California, hadn't thought to re-wrap the
short block in plastic before returning it, but it likely wouldn't have
mattered, since it looked like the shipper had dragged it through a lake; the
cylinders were half-full of water.
I had a car in the shop that couldn't be moved, so I disassembled John's new
crate in the back of my truck. As soon as I got the lid off I was confronted
by a mass of rust. John, being from California, hadn't thought to re-wrap the
short block in plastic before returning it, but it likely wouldn't have
mattered, since it looked like the shipper had dragged it through a lake; the
cylinders were half-full of water.
 I was so disgusted I just rolled the damned thing off the tailgate and onto
the ground. The crankshaft miked out straight, all the rust wire wheeled off
the crank and rods, but the cylinder bores were pitted so badly it would have
passed some oil.
I was so disgusted I just rolled the damned thing off the tailgate and onto
the ground. The crankshaft miked out straight, all the rust wire wheeled off
the crank and rods, but the cylinder bores were pitted so badly it would have
passed some oil.
 I located, bored, and prepped a replacement block.
I located, bored, and prepped a replacement block.
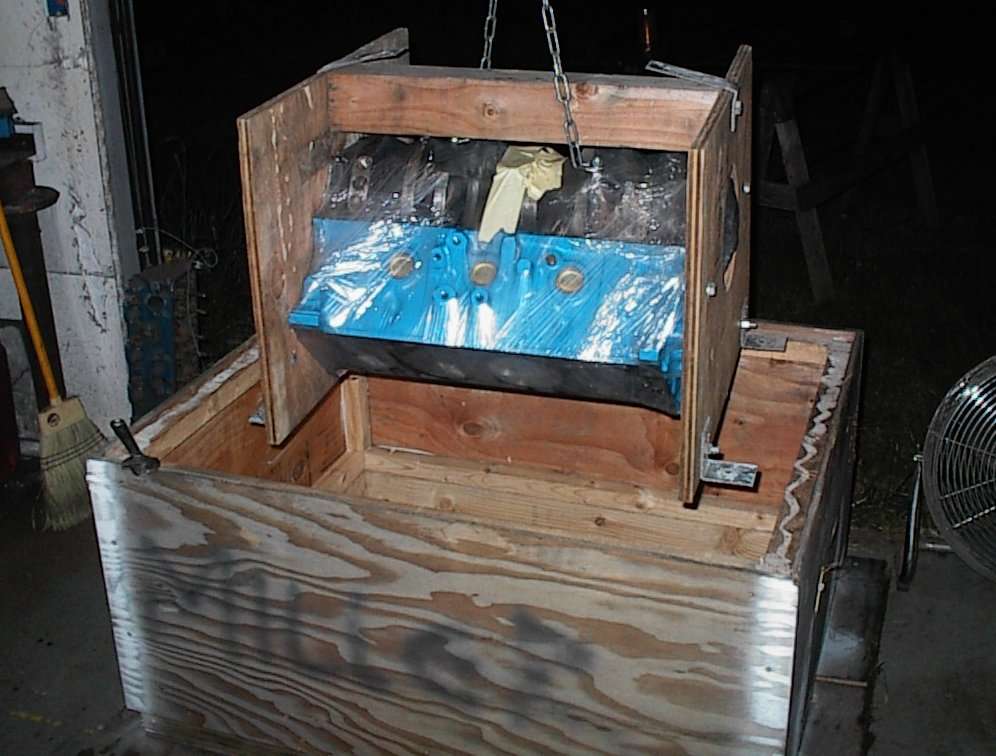 The re-blocked short block being inserted in John's Crate From Hell. This
time it made it to California okay.
The re-blocked short block being inserted in John's Crate From Hell. This
time it made it to California okay.
John Miller's 520 Ford Stroker
4.440 bore, 4.200 stroke, 520.23 cubic inches
==========================================================================
Block:
460 Ford
4.440 bore
new cam bearings (fit checked with stock cam)
new freeze and oil plugs
Rust-Oleum Rusty Metal Primer
decks flat within .001
note: oil plugs are straight thread
two piece rear main seal
#600 bore finish
.0045" piston clearance
Crankshaft:
460 Ford
4.200 stroke
standard 460 main bearings
standard 240/Six rod bearings
balanced
flexplate holes chased
.0015" clearance rods
.002" clearance mains
Rods:
Ford 240/6
6.79" long
Magnafluxed
resized
ARP bolts
stretched to .0065" w/ARP lube
pressed pins
oil squirt holes all point to cam
side clearance .010-.015
Pistons:
Venolia custom forged
30cc dish top
4.440 nominal bore
1/16 1/16 3/16 ring grooves
240/6 .975" pin size
.060 pin offset
note: looking at front of engine, pins are offset to the
left, or thrust, side
sandblasted
Tech Line TLML anti-friction coated sides
Tech Line CBC2 thermal barrier coated tops
===========================================================================
Rings:
Speed-Pro moly
widths 1/16 1/16 3/16
file fit
gaps .016 top, .014 second, .035 oil nominal
recommended gaps .010-.020 top, second, .015-.055 oil
3-pc oil rings
Balance:
Stewart-Warner Model 2000 Industrial Balancer
figures:
692 g one piston
148 g one pin
188 g one rod small end
549 g rod big end
549 g rod big end
53 g rod bearing
53 g rod bearing
6 g oil allowance
----
1149 g bob weight
750 RPM setup speed
600 RPM balance speed
residual imbalance:
.01 oz-in front
.025 oz-in rear
neutral balance
split balance - crank balanced alone, damper and flexplate separately
Other:
windage tray installed
stock damper, damper spacer, Woodruff key, flexplate provided
crated for shipping
build book
===========================================================================